
產(chǎn)品中心
客戶(hù)服務(wù)熱線(xiàn)
0391-3299600滾筒包膠廠(chǎng)家怎么進(jìn)行冷硫化包膠
冷硫化滾筒包膠操作流程:
1.打磨
由于金屬表面有許多的污垢、灰塵、油脂、水、銹及其它有機或者無(wú)機污染物,影響膠水的濕潤。為了提高粘接強度,需要通過(guò)機械、物理、化學(xué)等方法粗糙、清潔、活化被粘物表面,改變表面性質(zhì),以利于膠水的良好浸潤,牢固粘接,而且能夠提高粘接的耐久性和使用壽命。經(jīng)過(guò)表面處理,能使金屬表面變成一種具有高活性和高有效面積的被粘表面。
2.清洗
打磨處理后的表面,有許多的污垢、灰塵、油脂、水、銹及其他有機或無(wú)機污染物,影響膠粘劑的濕潤。需要使用清洗劑SK353清除表面污物,深層清理整個(gè)滾筒表面,以防各種雜質(zhì)影響膠水粘接效果。
3.過(guò)渡
在清洗后的金屬表面使用毛刷均勻快速地涂刷上一層金屬處理劑SK363,要求涂刷均勻完整不存在漏點(diǎn),并讓其完全干透,約一小時(shí)。
4.涂膠
將粘接劑SK313的雙組份進(jìn)行混合攪拌,根據需要可各取膠水的一部分按照100:4的比例在容器中混合使用。配制完成之后的膠水必須及時(shí)使用,不可久放。將配制完成的粘接劑均勻的涂刷在滾筒金屬表面,讓其完全干透,并達到不再粘附手指背的程度,干透時(shí)間約15-45分鐘。
等第一層膠水完全干透后,再涂刷上第二層粘接劑,第二層干到尚有略微粘性時(shí)(用手背測試)既可進(jìn)行表面的最后粘接(第二層過(guò)干則再需涂刷一層)。
5.貼合
在滾筒表面確定粘接基準線(xiàn):刷完第二遍膠水以后,在滾筒表面找好膠板粘貼的基準。用干凈的塑料薄膜將膠板半硫化層面覆蓋,以滾筒上找出的基準線(xiàn)為基準,將塑料薄膜撕開(kāi)約50mm寬開(kāi)始在滾筒表面粘貼膠板。
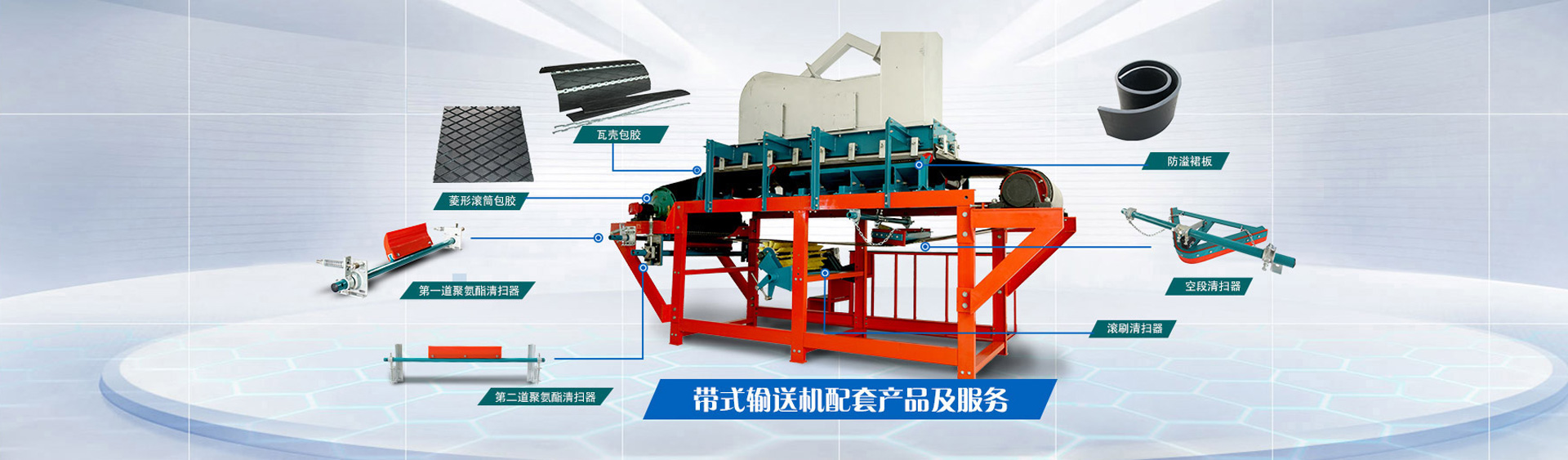
冷硫化滾筒包膠廠(chǎng)家的技術(shù)已廣泛應用于礦山、港口、電廠(chǎng)、鋼鐵廠(chǎng)、水泥廠(chǎng)、煤礦等行業(yè)的皮帶輸送運輸系統當中,是目前較為常用的滾筒包膠方式。