
產(chǎn)品中心
客戶(hù)服務(wù)熱線(xiàn)
0391-3299600滾筒包膠常用種類(lèi)優(yōu)缺點(diǎn)詳細介紹
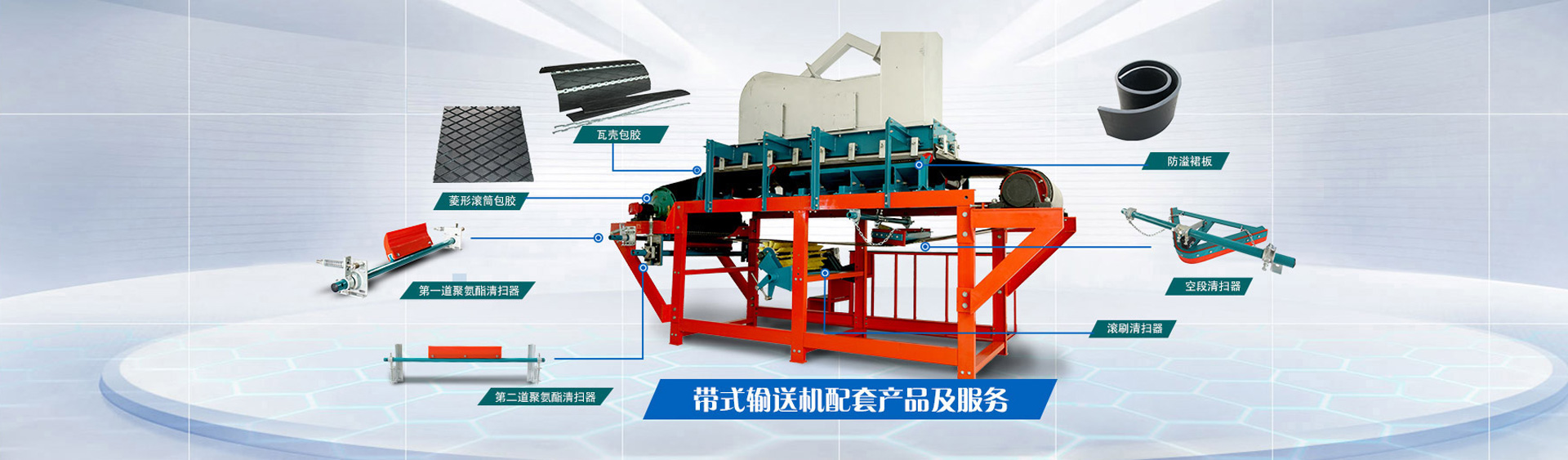
皮帶運輸系統的滾輪須要涂上塑膠,常見(jiàn)的滾筒包膠方法主要有冷黏滾筒包膠、熱鑄滾筒包膠和瓦殼滾筒包膠。這些涂層方法各有優(yōu)缺點(diǎn),適用范圍也各不相同。使用時(shí),須要根據工作環(huán)境和實(shí)際須要選擇合適的涂布方式。
在了解幾種涂層方法之前,我們須要了解滾筒須要什么樣的涂層。滾筒的涂層應滿(mǎn)足耐磨性、耐熱氧老化性、柔韌性、強耐腐蝕性等要求。我們來(lái)看看三種主要的滾筒包膠方式。
1.熱鑄輥封裝
優(yōu)點(diǎn):熱鑄滾筒包膠應用時(shí)間較長(cháng),技術(shù)較成熟,可用于各種尺寸和形狀的滾筒包膠。特別是當輥徑較小時(shí),只能采用熱鑄法進(jìn)行滾筒包膠,以避免膠板張力對黏合的影響,且熱鑄涂層價(jià)格低廉。
缺點(diǎn):熱鑄輥筒封裝須要將輥筒拆開(kāi)運輸到專(zhuān)業(yè)的封裝廠(chǎng),送至硫化罐加熱硫化。熱鑄封裝用塑膠板含膠量低,含硫量高,使用中容易老化變硬。由于硫化罐內壓力低,封裝的塑膠板不夠致密,耐磨性差。老化后,包覆后的塑膠片失去彈性,無(wú)法再通過(guò)塑膠的拉伸和收縮擠出附著(zhù)在表面的物質(zhì)和異物,摩擦力明顯下降。
2.冷黏滾筒包膠
優(yōu)點(diǎn):隨著(zhù)膠黏劑技術(shù)的發(fā)展,冷黏滾筒包膠逐漸被廣泛接受。滾筒包膠采用冷硫化膠和帶有半硫CN層的塑膠片。冷黏輥包膠的優(yōu)點(diǎn)是施工速度快,可以現場(chǎng)包膠,甚至不用拆輥。涂膠耗時(shí)1-2小時(shí),涂膠完成后固化8-12小時(shí)即可投入使用,節省了大量的停車(chē)和維修時(shí)間,適用于礦山、井下等各種惡劣環(huán)境下的應急搶修工作。冷滾筒包膠所用的塑膠片不須要加熱硫化,膠和塑膠片的半硫化CN層在室溫下能迅速發(fā)生硫化反應,融為一體。黏合力與熱硫化相同,能滿(mǎn)足各種尺寸和工作強度的主動(dòng)/從動(dòng)輥的要求。
冷滾筒包膠所用的耐磨塑膠板和耐磨陶瓷塑膠板均為進(jìn)口,具有優(yōu)異的耐磨性、柔韌性和耐老化性,使用壽命可達國內同類(lèi)產(chǎn)品的2-4倍。
缺點(diǎn):由于塑膠板本身的張力,直徑較小的滾輪和惰輪無(wú)法進(jìn)行冷黏涂層,進(jìn)口產(chǎn)品價(jià)格略高。
3.瓦殼滾筒包膠
優(yōu)點(diǎn):可預先制作適合滾筒大小的瓦殼塑膠面,通過(guò)焊接、螺栓固定等方式快速給滾筒包膠。涂布速度快,塑膠涂布后即可投入使用,耐磨塑膠板選擇范圍廣,價(jià)格適中。缺點(diǎn):焊接壓條和固定螺栓容易腐蝕磨損,在固定位置膠皮板與皮帶的摩擦面減小,制作瓦殼留下的冗余在膠皮后形成縫隙,使瓦殼在皮帶的強力壓力下變形,造成滾筒極化,低強度皮帶輸送系統影響不大。
三種滾筒包膠方式各有優(yōu)缺點(diǎn),但冷黏滾筒包膠的優(yōu)勢更加明顯,逐步取代其他方式進(jìn)行滾筒包膠也是未來(lái)的發(fā)展趨勢。
- 上一篇:滾筒包膠常見(jiàn)問(wèn)題及解決方案
- 下一篇:公司實(shí)驗設備